
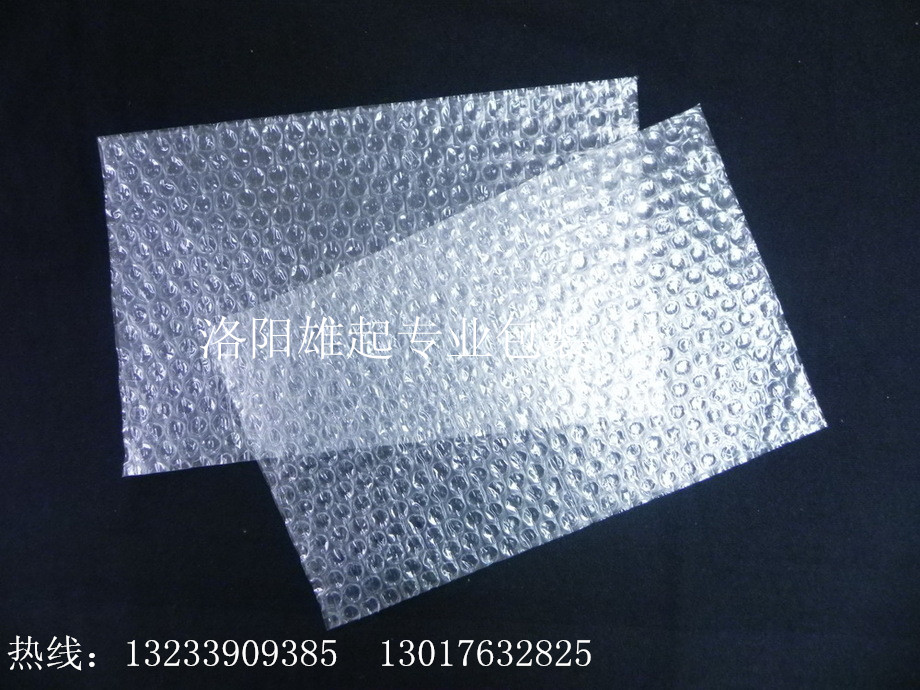


洛陽氣泡膜工藝流程大致如下:
料斗上料一物料塑化擠出→吹脹牽引→風環冷卻→人字夾板→牽引輥牽引→電暈處理→薄膜收卷
但是,值得指出的是,洛陽氣泡膜的性能跟生產工藝參數有著很大的關系,因此,在吹膜過程中,必須要加強對工藝參數的控制,規范工藝操作,保證生產的順利進行,并獲得高質量的薄膜產品。在聚乙烯吹塑薄膜生產過程中,主要是做好以下幾項工藝參數的控制:
擠出機溫度
吹塑低密度聚乙烯(LDPE)薄膜時,擠出溫度一般控制在160℃~170℃之間,且必須保證機頭溫度均勻,擠出溫度過高,洛陽氣泡膜廠家表示,樹脂容易分解,且薄膜發脆,尤其使縱向拉伸強度顯著下降;溫度過低,則樹脂塑化不良,不能圓滑地進行膨脹拉伸,薄膜的拉伸強度較低,且表面的光澤性和透明度差, 甚至出現像木材年輪般的花紋以及未熔化的晶核(魚眼)。
吹脹比
洛陽氣墊膜廠家表示,吹脹比是吹塑薄膜生產工藝的控制要點之一,是指吹脹后膜泡的直徑與未吹脹的管環直徑之間的比值。吹脹比為薄膜的橫向膨脹倍數,實際 上是對薄膜進行橫向拉伸,拉伸會對塑料分子產生一定程度的取向作用,吹脹比增大,從而使薄膜的橫向強度提高。但是,吹脹比也不能太大,否則容易造成膜泡不 穩定,且薄膜容易出現皺折。因此,吹脹比應當同牽引比配合適當才行,一般來說,低密度聚乙烯(LDPE)薄膜的吹脹比應控制在2.5~3.0為宜。

 豫公網安備 41031102000548號
豫公網安備 41031102000548號